【水暖阀门网讯】在接下来的日子里,本公众号开辟产品的剖析.对水龙头构造作一个全方面的解剖。共分:一、出水部件;二、进水及固定件;三、操作部件;四、阀体。四大块进行全方面阐述。
一、出水部件:1、密封件;2、起泡器;3、花洒;4、出水弯管。
二、进水及固定件:1、马蹄形固定件;2、筒形固定件;3、浴缸龙头固定件;4、底座;5、软管。
三、操作部件:1,把手;2,阀芯;3,压紧帽;4 ,压帽盖;5,锁紧螺丝。
四、本体(阀体):1、铸造本体;2、热锻压本体;3、新技术本体。
新技术阀体--水龙头工艺之五
自从新国标GB18145-2014实施后,特别是此标准对水龙头金属析出量的严格要求。这些年用工成本、材料成本一直在涨。而产品单价不升反降。除了机器换人,对产品工艺作出创新迫不及待。使各生产厂家像开了外挂一样的对水龙头作出创新。
水龙头工艺创新前提是符合国家标准下,降低制造成本,从而提高竞争力。本篇幅仅介绍水龙头阀体的创新工艺。
我们重新看一下上几期谈到的铸造工艺与锻造工艺水龙头的解剖图。

铸造工艺材料利用料高,过水内腔相对毛糙。
锻造工艺材料利用料低,但物理特性比铸造强。
接下来我们看一下各种创新的工艺。
一、阀体内焊工艺
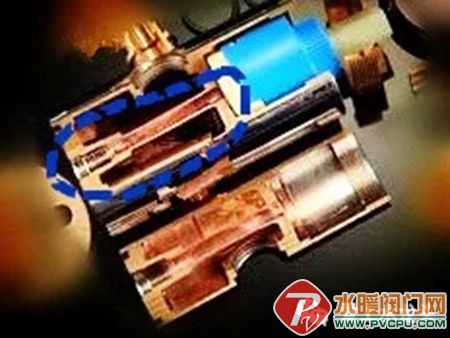
该工艺把阀体分成三到四个部件,内部水路用紫铜管连接,并进行焊接成一体。外观及品质与锻造工艺无大的差别。
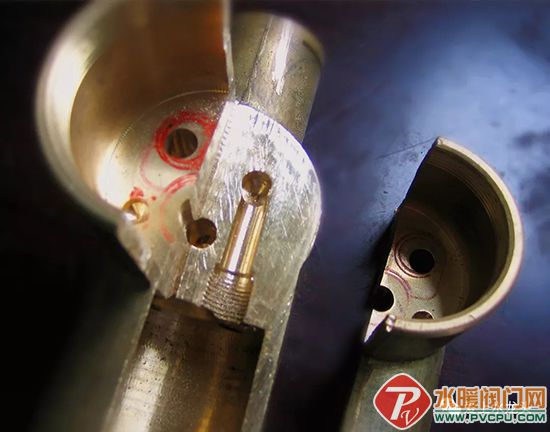
二、阀体分体焊接工艺

该工艺把阀体分成外壳与阀芯座两个部件,外壳与阀芯座采用锻造工艺,并经机加工后利用焊接固定在一起。此工艺把锻造技术应用到了极致。使阀体有锻造的品质,铸造的价位。为了方便不同人群安装,又附带出了下图的进出水管。

上面两款都是采用锻造工艺来生产。为了继续挖潜力,只有在外壳上再努力一把,还可以突破一下。

三、冷挤压阀体工艺
该工艺依然把阀体分成外壳与阀芯座两个部件,只是外壳采用铜管冷挤压工艺,阀芯座采用锻造工艺。这种工艺把铜材料利用到了极限。

阀体外壳原材料只是一根黄铜管。



上面三种工艺阀体都是在不改变材料的前提下的一种创新。接下来我们讲解一下更改换材质下后的水龙头阀体。
四、锌包铜阀体工艺



阀体外壳采用锌合金材料+铜阀芯座。利用阀芯压帽把阀芯,阀芯座及壳体固定在一起。机加工要求非常高,稍不到位易造成阀芯使用寿命缩短。
五、锌包塑阀体工艺




阀体外壳采用锌合金材料+塑料阀芯座。
六、锌(不锈钢)包阀芯工艺

阀体外壳采用锌合金材料或者是不锈钢+特制阀芯。
综评:一分钱一分货,定位不一样,产品自然也就不一样。下一篇会更精彩。(来源:爱上水龙头)