(林晓青,沈阳盛世高中压阀门有限公司,辽宁沈阳110142)
摘要:介绍了核级阀门制造用标准NB/T20001-2013与RCC-M-2007第V卷对压水堆核岛机械设备制造的规定,分析了两个标准在标识、成形与尺寸公差、表面处理、清洁、螺纹连接和热处理等内容要求上的差异。
1、概述
核级阀门制造时既应按照标准严格控制形状与尺寸公差,又应做好表面处理和清洁等工作。我国目前在核级阀门制造中使用的法国标准RCC-M-2007第V卷和能源局标准NB/T20001-2013极为相似,但又存在差异。
2、主要技术差异
2.1 标识方法
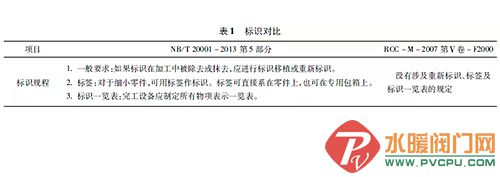
标识是既不污染材料也不产生明显加工硬化或切口效应的方法。标识应在物件受力最小区,且避开应力集中区及焊接区。在标识规定中,NB/T20001-2013在RCC-M -2007第V卷的基础上,又将标签的使用和标识一览表做出了更详细的要求(表1)。
2.2 成形和尺寸公差
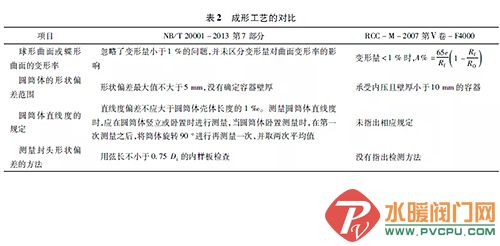
成形工艺包括为获得一个给定形状的部件而对其施加的全部热-机械操作的过程(热循环、变形以及变形后的热处理)。成形工艺评定是验证零部件成品的性能是否满足成形前材料验收技术规范中的性能要求。成形工艺不能使材料性能降低至要求的最小值,故可以使用热处理的方法恢复材料性能。
在成形工艺中,NB/T20001-2013与RCC-M -2007第V卷存在差异(表2)。RCC-M-2007第V卷对球形曲面或蝶形曲面变形率的变形量划分更细致,考虑到不足1%的情况。NB/T20001-2013在圆筒体直线度的规定和测量封头形状偏差的方法上要求更详细,确定了测量方法。在圆筒体的形状偏差上,需要注意两者的使用范围。
2.3 表面处理
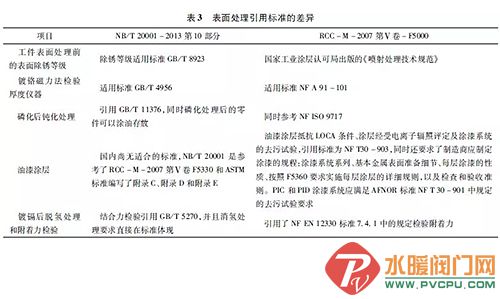
表面处理是为了改善核岛机械设备的耐腐蚀、耐磨损或避免卡塞采用的方法,一般包括镀铬处理、磷化处理、涂漆、渗氮处理、电解镀锡和扩散处理、镀镉处理以及其他金属覆层或表面处理方法等。在RCC-M-2007第V卷和NB/T20001-2013的规定中,表面处理主要是引用标准上出现了差异(表3)。RCC-M-2007第V卷引用了大量的法国标准和欧盟标准,而NB/T20001-2013引用了大量的国标,使用范围上有所不同。
2.4 清洁
核电系统装置试验和运行使用前,对某一规定表面进行清洁可以防止反应堆堆芯沉积物腐蚀零部件和热交换能力下降等问题。按照规定的清洁度等级进行清理,可以对设备做出防护和保养。在清洁方面,RCC-M-2007第V卷对I级工作区要求比NB/T20001-2013增加了“禁止吸烟、饮食和便溺”的条款,并在附录FⅢ中对水质pH值要求放宽,只要水的碳酸盐化证明pH值的降低是有效的,允许降低到55。
2.5 螺纹连接
螺纹连接包括管道、容器接管和容器开孔封闭装置上的法兰螺栓件的连接。在RCC-M-2007第V卷中螺栓的设计和选用应符合RCC-M-2007第Ⅰ卷附录ZV110的要求,所列螺栓件标准均为法国标准或欧盟标准。NB/T20001-2013螺栓的设计和选用应符合GB/T16702的要求,螺栓件标准在设备设计时给出。
2.6 热处理
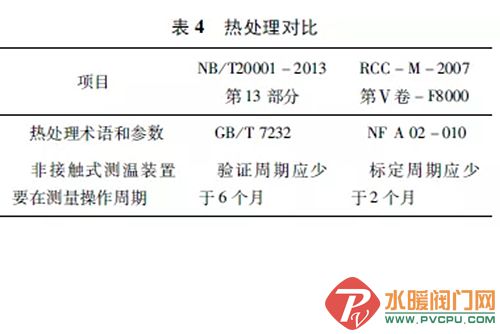
热处理是零件或产品的制造期间或者作为材料验收之后的进一步加工工艺,其目的是为了保证产品加工后达到材料规定的性能指标。对于零件热处理要求,NB/T20001-2013与RCC-M-2007第V卷存在差别(表4)。在非接触式测温装置要在热处理条件下进行验证时,RCC-M-2007第V卷要求“标定周期应少于2个月”更为严谨。
3、结语
核级阀门制造中应严格遵守相关准则。NB/T20001-2013和RCC-M-2007第V卷相互覆盖范围较广,在选用时应综合考虑压力容器制造过程中需要满足的条件,必要时可补充相应要求使制品更加完善。(来源:阀门杂志社)