【水暖阀门网讯】摘要:论述了锻造不锈钢阀体的性能和特点,提出了加工难点和解决方法,给出了镗铣床加工阀体工艺。
1、概述
锻钢阀门以强度高,耐腐蚀,材料质量好而广泛应用在超临界火电及核电装置中。大口径锻造不锈钢截止阀阀体材质为A182-F321,阀门制造过程中阀体的加工是制造的关键。
2、结构特点
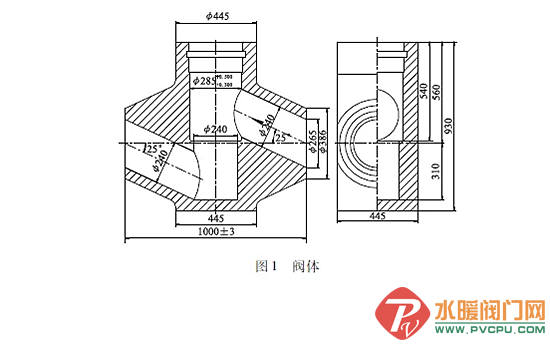
锻造奥氏体不锈钢截止阀阀体(图1)公称通径为250mm,压力等级Class1500。零件毛坯为实心矩形,毛坯尺寸为1030mm×470mm×940mm,毛坯质量3580kg,阀体两端为焊接连接。
3、加工工艺分析
锻造阀体中腔需钻削285mm×深546mm和240mm×深870mm的孔,因此阀体中腔及两侧通道孔加工为工艺难点。
(1)切削力大,切削温度高
A182-F321奥氏体不锈钢强度大,切削时切向应力大,塑性变形大,因而切削力大。因为材料导热性差,造成切削温度高,且高温往往集中在刀具刃口附近的狭长区域内,加快了刀具的磨损。
(2)加工硬化严重
刀具切削阀体时,加工硬化倾向大,通常是普通碳素钢的数倍。刀具在加工硬化区域内工作,使刀具寿命缩短。
(3)刀具粘结
奥氏体不锈钢切削温度高,当强韧的切屑流经前刀面时,将产生粘结、熔焊等粘刀现象,影响加工零件表面粗糙度。
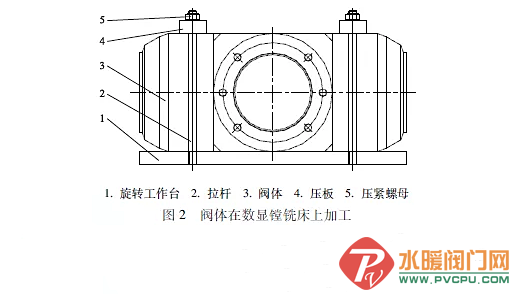
通过分析,阀体外形尺寸在立车上加工,中腔及深孔采用数显镗铣床(图2)加工。由于机床功率大,强度和刚度高,非常适宜深孔加工。整个制造过程由数显控制,实现了高精度监控。加工采用强度高、导热性好的硬质合金刀具,低速和较大进给量切削。镗削过程中选用抗粘结并散热好的H1L-2合成切削液。
阀体加工工序为划毛坯周线和中腔及两端端面的长度线→铣两端端面至尺寸,阀体两侧面及底面至尺寸→粗车中腔端面、外圆及各级内孔→密封面堆焊→粗车密封面各部,并对其进行着色检查→精车中腔端面、外圆和各级内孔至尺寸,精车密封面各部位至尺寸→划中腔端面螺纹孔位置线和阀体两侧通道孔加工线→钻中腔端面螺纹孔→镗两侧通道孔至尺寸。
4、结语
采用镗铣床加工锻制不锈钢阀体中端及内孔,满足了设计要求的加工精度和效率选用合适的刀具和严格的加工环节检查,提高了产品的加工精度,降低了生产成本。
(作者:张保龙 武汉锅炉集团阀门有限责任公司,湖北武汉430000)